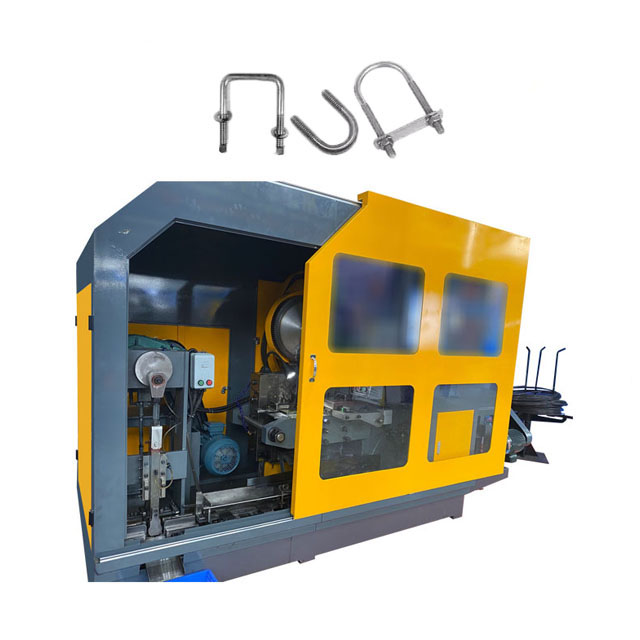
Бөлме температурасында штанганың немесе сымның үстіңгі бөлігін кедір-бұдырлаудың соғу әдісі. Суық айдар негізінен болттар, гайкалар, шегелер, тойтармалар және болат шарлар сияқты бөлшектерді жасау үшін қолданылады. Соғу материалдары мыс, алюминий, көміртекті болат, легирленген болат, тот баспайтын болат және титан қорытпасы болуы мүмкін, материалды пайдалану коэффициенті 80-90%.
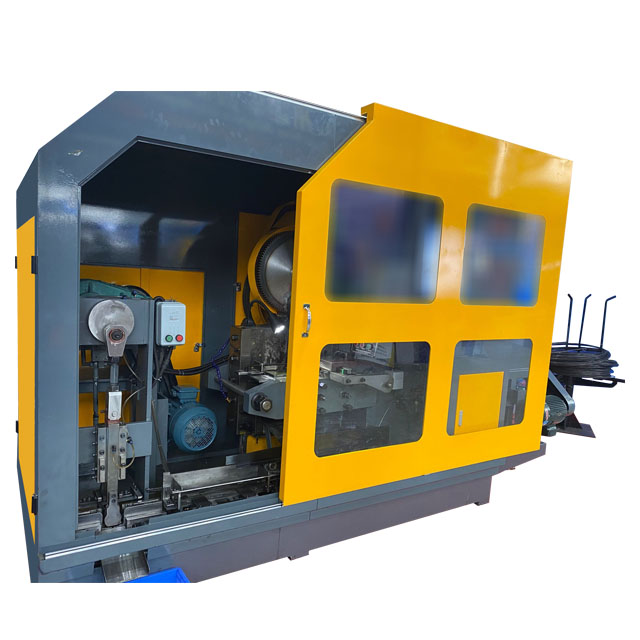
Суық тақырыпжиі үздіксіз, көп станциялы және автоматтандырылған өндірісті жеңілдететін арнайы суық тию машиналарында жүзеге асырылады. Суық айдарлы станокта кесу, бағыттау, жинақтау, қалыптау, фаскаларды кесу, сым прокаттау, диаметрді азайту және жиекті кесу сияқты процестерді дәйекті түрде аяқтауға болады. Жоғары өндірістік тиімділік, 300 дана/минутқа дейін немесе одан да көп, суық тию дайындамалары үшін максималды диаметрі 48 миллиметр. 1-суреттегі суық айдарлы болттар процесінің принциптік схемасы суық тию болттары үшін әдеттегі процесс болып табылады. 2-суретте көрсетілген көп станциялы гайка автоматты суық тию машинасы көп станциялы гайка автоматты суық тию машинасы болып табылады. Штанганың материалы беру механизмі арқылы белгілі бір ұзындыққа автоматты түрде беріледі, ал кесу механизмі оны дайындамаларға кеседі. Содан кейін қысқышты тасымалдау механизмі оны жинақтаушы престеу және штамптау станцияларына қалыптау үшін ретімен жібереді.
Суық айдар әдісінде суық тию машиналарын әртүрлі қуат беру режимдері бойынша екі түрге бөлуге болады: механикалық беріліс және гидравликалық беріліс. Механикалық берілістің екі түрі бар: механикалық және электрлік. Электрлік және қолмен суық тию машиналары диаметрі 4-5 мм төмен көміртекті болат сымдарды суық тию үшін жарамды. Гидравликалық беріліс қорабының өнімділігіне қарай екі түрге бөлуге болады: гидравликалық болат сымды суық тию машинасы және гидравликалық болаттан жасалған суық тию машинасы.